Recaro engineers identified the system requirements. Based on these requirements, G Systems designed and built a universal control test platform using National Instruments CompactRIO data acquisition modules. The CompactRIO industrial computer and data acquisition platform provides the analog input, analog output, digital input, and digital output required for the actuators and control sensors (pneumatic cylinders, photocells, load cells, string potentiometers, etc…). A real-time software control system and hardware platform provided for deterministic testing and the long-term stability needed for life-cycle testing. A separate PC host application provided the configuration interface and monitoring for the real-time application.
The key to the Recaro test system is a custom script tool, which allows the operator to configure inputs and outputs through a graphical user interface (GUI). The test station can be set up for multiple test conditions using multiple sensors and test limits.

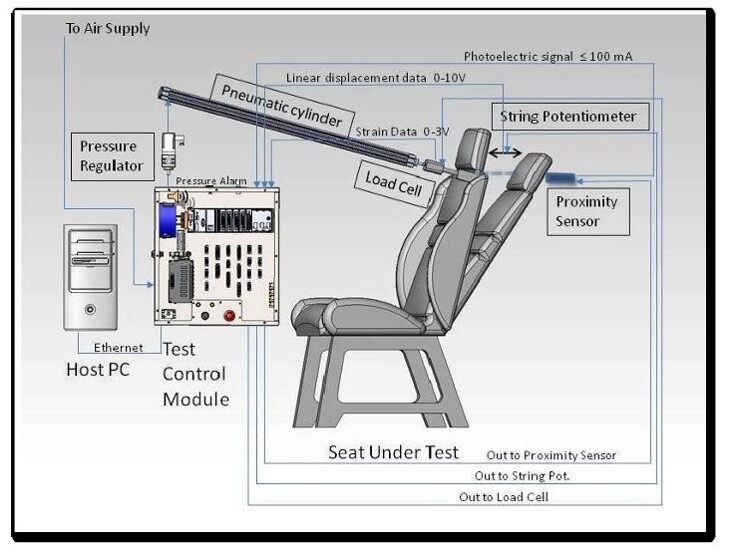
Figure 1: System Diagram
System Overview
Recaro Aircraft Seating designed and built a custom aircraft seat test fixture that ensures their seats have been tested to meet and exceed the requirements of their customers. Currently, Recaro operates four test stations. Each test station consists of three primary parts:
- Test Fixture
- Test Control Module
- Host PC
The control module includes the CompactRIO computer and data acquisition modules as well as an air manifold that provides air pressure for up to eight two-way pneumatic cylinders that provide the test forces. The data acquisition modules include modules for strain measurement along with analog input and output modules and digital input and output modules. The control module allocates the electrical resources for life-cycle tests, providing the analog and digital signals necessary for the different instruments. Whether the test is a simple push/pull or a multi-axis test, the hardware requires no changes, just a different connector set up.
A channel configuration table is used to assign logical names to each resource and to define scales for each channel. Where PID control is required (such as for maintaining a steady pressure or load), a PID tuning interface is available to determine the tuning constants necessary for a stable, accurate, and safe test.
The host PC connects to the control module box through Ethernet on a private network. The PC provides the configuration interface and monitors the real- time application.
The airplane seat test configuration begins with the seat under test set up. The seat is positioned in the fixture to allow the pneumatic cylinder to apply a force to the seat, for example the seat back. The test control module includes a pressure sensor alarm to warn if the pressure exceeds the test limits. Other tests could be configured for tray table or arm rest life testing, for instance.
Sensors are then placed around the seat for data collection. A photoelectric cell is used as a proximity switch to set the limit as to how far the seat back should be pushed.
The movement of the seat back is measured by a string potentiometer. The strain upon the seat is measured by a load cell mounted in line with the pneumatic air cylinder.
The system can be configured for a constant strain or pressure using a PID feedback control loop. A ramp sequence can be developed to control the rate that the desired output is applied.
A graphical user interface (GUI) is provided for setting all the PID control parameters. This feature provides the operator the ability to test and tune the PID constants.
Figure 2: Test Control Module
Software Interface
The main purpose of the host application is to provide configuration for the sequence and PID testing. The sequence editor provides a simple interface to edit custom sequences.
G Systems developed the sequencer to allow for expandability by leveraging National Instruments’ LabVIEW Object-Oriented Programming (LVOOP). The architecture, designed by G Systems, allows G Systems to easy add new step types to the software in the future. The core list of step types includes:
- Alarms
- Static Push/Pull
- PID Loading (including ramping)
- Email
- Null/Tare
- User Prompts
- Loop Configuration
Figure 3: Arbitrary example of complex looping using the G Systems Sequencer
Email and user prompts were a popular recent addition. The software provides email notification when an error occurs or on the completion of a step. User prompts were essential to combine tests that previously required the operator to perform an action such as “tighten bolts after 10,000 cycles”. The test paused and waited for the operator to perform the required action then continue where it left off. Previously if there was a user defined step they would have to create multiple tests or run the test multiple times.
Looping was also part of the recent upgrade. In the example shown above the test has three loops. The inner two loops demonstrate a complex loading where each load has a different count but needs to be repeated over and over as defined by the outer loop. This presented a unique challenge due to the requirement that the test continue where it left off before. Consider it failed a limit halfway through. Once the limit failure was addressed, the test should continue counting where it left off.
Figure 4: Sample Web Dashboard
Another major upgrade G Systems added to the system was a web dashboard. From this web interface, the operators can view the current loaded profile on a graph or table from the comfort of their desk without having to walk to the test lab. An authorized user could also pause or abort the test from the same web interface.
Figure 5: Application Flow Chart
RT Main
The application running on the deterministic operating system provides a robust application that can run for weeks on end without glitch. The application monitors for commands from the host application and publishes data to the web Dashboard using NI Web Services. We used the latest NI 9035 cRIO controller to provide headless operation. The larger 4GB storage for local data storage, as well as the option for industrial 32GB SD storage enabled this.
The dual Ethernet option allowed for seamless network coverage to communicate to a private network (host application) as well as communication to the company intranet using Web Services.