Using LabVIEW Real-Time and Dynamic Signal Acquisition (DSA) for Propulsion Inlet Flow Distortion Pattern Assessment in Jet Engine Inlets
Commercial Design | Aerospace
G Systems was able to design, implement, and deliver LM Aero a fully operating PDDAS system with significantly increased capabilities in less than 20 weeks for approximately the same budget required to simply upgrade and integrate the signal conditioning subsystems on the original system.
Improvements to jet engine designs require precise characterization of the engine operating parameters. A key measurement of interest to design engineers is the jet engine inlet air pressure profile. That is, observing the real-time air flow pattern distortions across the engine turbine inlet. To acquire this data requires an accurate scale model of the aircraft, a transonic wind tunnel to simulate actual operating conditions, and a precision data acquisition system. By using LabVIEW RT, PXI-4472 Dynamic Signal Acquisition (DSA) boards, and SCXI-1520 strain gage modules in combination, G Systems was able to develop a system to accurately measure and generate the flow distortion patterns in real-time.
The challenge was to replace a proprietary VME-based DSP system owned by Lockheed Martin Aeronautics Company (LM Aero). The system, call the Portable Digital Data Acquisition System (PDDAS) is used to acquire, analyze, and store dynamic pressure data from a jet engine inlet pressure rake for flow distortion pattern assessment.
The existing DSP-based system, which acquired 64 channels of signal conditioned pressure transducer inputs, presented several problems including difficulties configuring signal conditioning and the “black box” nature of the DSP subsystem acquiring data. The challenges encountered integrating, debugging, and maintaining the diverse subsystems from several vendors led to the requirement for a more highly integrated, open, and scalable system design and architecture. With the costs of operating a transonic wind tunnel often exceeding thousands of dollars per minute, the capabilities, tight integration, and reliability of the system are critical.
By using LabVIEW RT, PXI-4472 Dynamic Signal Acquisition (DSA) boards, and SCXI-1520 strain gage modules in combination, G Systems was able to develop a system to accurately measure and generate the flow distortion patterns in real-time.
Solution
The new PDDAS system was designed to increase system configurability, reliability, and expandability. This was accomplished using National InstrumentsTM (NI) hardware and software products. The system includes 128 channels of simultaneously sampled dynamic pressure measurements based on a PXI chassis and the NI PXI-4472 Dynamic Signal Acquisition (DSA) board along with the SCXI-1520 for strain gauge signal conditioning. LabVIEW RT provides the deterministic response time required in this application to update the wind tunnel control system with the actual test conditions in real time. The system leverages several key technologies including:
NI-4472 DSA board for high fidelity (120 dB dynamic range) pressure measurements
Phase matched data (0.1 deg mismatch) across all channels within each PXI chassis
SCXI-1520 signal conditioning for auto-calibration and support of Full-Bridge transducers
Common calibration signal input across all channels
LabVIEW RT to provide deterministic feedback signals to wind tunnel controller
Reflective Memory with LabVIEW RT to allow transfer of acquired data to RAID storage device
Overview
High performance jet engine inlet design requires several design characterization and verification stages to provide valuable design feedback for the engineers. Due to the high cost of a full-scale model of an actual aircraft for developmental testing, a scaled down model is typically utilized in a transonic wind tunnel to provide a suitable environment for testing multiple final design solutions.
One goal of jet engine inlet testing is to ensure a uniform air flow to the engine turbines throughout the full envelope of operation. This is accomplished by measuring the air flow pattern distortion at the engine propulsion inlet. By utilizing multiple pressure transducers in a rake configuration (Figure 1), the system can acquire high-speed dynamic pressure data to create a pressure map of the engine inlet. By controlling the operational characteristics in the wind tunnel, a full flow distortion model can be created over the full operating range of the engine. This data is compared to performance models developed by the design engineers and design modifications are made to maximize engine performance.
Figure 1: Front panel provides real-time visual display using pressure rake indicators to show air flow pattern distortion across the engine inlet
Dynamic Signal Acquisition (DSA)
The NI PXI-4472 DSA board was selected as the core component for this application based on the following key parameters:
Signal Conditioning and Calibration
LM Aero utilizes full-bridge pressure transducers as the foundation for the inlet pressure rake configuration. The configuration and end-to-end calibration of each of the 128 pressure transducers is critical to the accuracy of the acquired data. It was necessary to develop a detailed calibration procedure to ensure end-to-end system calibration before performing tests in the wind tunnel. The NI SCXI-1520 Strain Gauge module was selected to meet the following requirements:
One requirement that could not be satisfied with the SCXI-1520 was the need for a single external calibration signal input connector to the system to be used to calibrate all 128 channels automatically when the pressure transducers were not available. Using an SCXI-1181 Breadboard module, G Systems created a module with a single BNC input that allows the calibration signal to be individually routed to each of the 128 transducer channels through the SCXI backplane. This also provided the capability to inject test signals across all channels during installation verification prior to tunnel operational capability.
Figure 2: Additional display and configuration windows including real-time frequency response
PXI
One of the many technical challenges faced in this application was to ensure total system bandwidth to support the current requirement for 128 channels at up to 20 ksamples/sec/channel and the need for future expansion to a possible 256 channels.
PXI (PCI eXtensions for Instrumentation) was selected based on a number of factors including industry standard, bus data rates to 132 Mbytes/sec, and cost benefits from leveraging the mass use of the PCIbus in desktop computing applications.
The high data rates of PXI allow ample head room for future expansion. The bigger concern was the amount of bus arbitration required with so many boards on the PXI backplane. Each board uses a system interrupt and DMA channel which are limited in the PCIbus architecture. This issue will need to be further researched for possible future system expansion.
Reflective Memory
Though the PXI architecture allowed G Systems to handle the large data sets being acquired in the PDDAS system, there was also a requirement for real-time data calculations. This calculation, known as the “buzz” calculation (approximately 450,000 floating point calculations per 50 msec) is used to look for a resonance condition in the engine inlets. At certain operating parameters, the air across the engine face may be in phase. If allowed to reach full resonance, the resulting forces can cause damage to the engines. The PDDAS system constantly monitors for an approaching buzz condition and provides feedback to the wind tunnel control system to identify the condition for further detailed investigation of the test point.
With the large data volume and computationally intensive calculations, the embedded PXI-8176 Pentium controller did not have enough remaining bandwidth to store all the acquired data to disk for permanent storage. Additionally, the system requirements dictated that all data be logged to an external RAID (Redundant Array of Independent Disks) device. To resolve this challenge, G Systems installed a VMIC reflective memory card in the PXI chassis. NI provided a LabVIEW RT driver to support the setup and configuration of the reflective memory board. With this solution, G Systems was able to “reflect” the acquired data to a Pentium host workstation running Windows XP. This workstation used an off-the-shelf Fibre Channel board and driver to write the data to a RAID (Redundant Array of Independent Disks) array as a secondary task. Reflective memory proved a simple, yet eloquent solution to resolve a system bottleneck.
MXI-3
The high channel count of the PDDAS system required two PXI chassis. This may seem to complicate the system hardware complexities and the system software architecture. However, by using NI’s MXI-3 fiber optic chassis extension product, no additional complexity was introduced into the system.
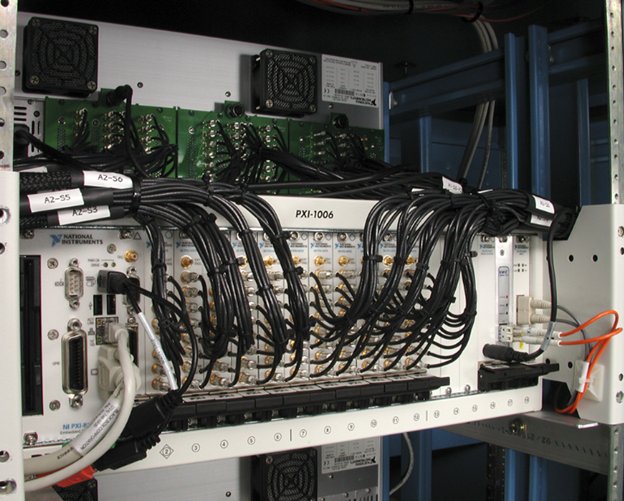
Figure 3: Integrated PDDAS system supporting 128 channels
With a high-speed, shared memory design, MXI-3 basically performs as a PCIbus bridge to the second chassis. With the high performance fiber interface (up to 80 Mbytes/sec), MXI-3 provides a seamless solution to chassis extension. From a software point of view, the boards in the second PXI chassis appear as though they reside in the host controller chassis.
UDP/Simulators
Figure 4: F-35 scale model in transonic wind tunnel
The PDDAS system is used at several different transonic wind tunnels throughout the country. A ubiquitous mechanism was needed to provide real-time feedback to the individual wind tunnel control systems. User Datagram Protocol (UDP) was used for this application and allows the system to broadcast to several userdefined locations. Though UDP is not a deterministic protocol, it is a readily available interface at each wind tunnel facility. By carefully selecting the LabVIEW RT task priorities, G Systems was able to send UDP packets at a deterministic rate of 50 msec (± 2 msec). UDP provides the performance, ubiquity, and the platform independence that is important in this application.
Three simulators were developed to aid in development and testing of both PDDAS and the wind tunnel control system.
The Host simulator duplicates the UDP interface on the Host workstation that accepts signals from the wind tunnel to begin taking a dataset.
The RT simulator provides a customizable UDP output to test the feedback signal that is provided to the wind tunnel control system.
The WT simulator serves as a wind tunnel control system replacement for PDDAS development.
The three simulators can be run on one or several computers to aid in developing interfaces and testing portions of the combined Wind Tunnel – PDDAS system if hardware is absent. This capability aids in allowing the wind tunnel personnel to customize their control system well in advance of the PDDAS system arrival on-site.
Products Used: LabVIEW PXI MXI SCXI
Results
The purpose of the PDDAS upgrade project was to provide LM Aero with a more robust and reliable system with increased channel capacity, expansion capabilities, and less maintenance costs. The following table details several of the key improvements realized with the new PDDAS system:
Use of industry standard, off-the-shelf technologies including PXI, MXI-3, SCXI, UDP, and RAID provided G Systems with the platform necessary to architect and implement this technically challenging system. LabVIEW provided the common programming environment for both the host configuration application and the time critical embedded data acquisition calculation loop for wind tunnel feedback. Use of National Instruments PXI products along with LabVIEW provide the tight integration of hardware and software to meet the stringent technical demands of this project as well as minimize the development and integration risks.
G Systems was able to design, implement, and deliver LM Aero a fully operating PDDAS system with significantly increased capabilities in less than twenty (20) weeks for approximately the same budget required to simply upgrade and integrate the signal conditioning subsystems on the original system.
Ready to Get Started?
The best way to begin is by having a conversation with a member of the G Systems teams about your test challenges and the options for helping you solve them.